Kā un ar ko mājās pagatavot titāna lāpstu
Lāpsta ir neaizstājams aprīkojums jebkura zemes īpašnieka arsenālā. Titāna modeļi ir ļoti izturīgi, un tiem ir arī citas svarīgas priekšrocības. Tomēr dažreiz ar palielinātu bajonetes slodzi metāls var pārsprāgt. Izdomāsim, kā pagatavot lāpsta izgatavoti no titāna un kas jāņem vērā šajā procesā.

Raksta saturs
Titāna metināšanas iezīmes
Šī metāla metināmību ietekmē vairāki faktori. Pirmkārt, titānam ir augsta ķīmiskā reakcija pret gāzēm gaisā, tostarp slāpekli, skābekli un ūdeņradi. Svarīgi arī, lai metālam būtu lielāka graudu augšanas tendence, kad temperatūra pārsniedz 800 grādus.
Ja titānu sakarsē līdz 350 grādiem, tas sāk aktīvi absorbēt skābekli. Tā rezultātā uz virsmas (metināšanas zonā) veidojas plēve, kuras krāsa mainās no dzeltenas līdz purpursarkanai, pakāpeniski pārvēršoties baltā krāsā.
Sildīšana līdz 500 grādiem palielina metāla izturību un cietību. Tomēr tā plastmasas īpašības samazinās.
Titāna un ūdeņraža mijiedarbība noved pie kaitīgas parādības - ūdeņraža trausluma. Tas veicina materiāla trausluma palielināšanos. Pēc titāna atdzišanas metinātā daļa pēc kāda laika nokrīt.
Graudu daudzuma palielināšanās augstas temperatūras iedarbības dēļ samazina metāla izturību. Ir vērts atcerēties, ka titānam ir augsta kušanas temperatūra. Strādājot ar to, jāizmanto ļoti spēcīgs koncentrēts siltuma avots.
Metinot, šuve ir jāaizsargā no abām pusēm. Īpaša uzmanība tiek pievērsta malu sagatavošanai. Nav nepieciešams to ilgi sildīt. Metinot titāna lāpstu, rūpīgi jāuzrauga temperatūras apstākļi. Lai aizsargātu metālu darba zonā, ieteicams izmantot īpašus plūsmas savienojumus. Derēs arī metāla apdares. Var izmantot gāzes spilvenus. Lai tos izveidotu, tiek izmantotas iepakotas kameras.
Lāpstas defektu novēršanas procesā rūpīgi jāievēro drošības pasākumi. Jums jāstrādā ārkārtīgi uzmanīgi.
Nepieciešamie materiāli un aprīkojums titāna lāpstas metināšanai
Procesam būs nepieciešams:
- Metināšanas iekārta. Tam jāatbalsta TIG režīms. Tam jābūt deglim.
- Ar aizsarggāzi pildīts balons. Piemērots ir hēlijs, argons vai abu maisījums.
- Volframa elektrodi, kas nekūst.
- Pildījuma stieple.

Sagatavošanās metināšanai mājās
Lai sagatavotu metālu metināšanai, ir jāapstrādā to zonu malas, kurās process tiks veikts. Noteikti noņemiet metāla slāni ar augstu skābekļa un slāpekļa saturu. Šo daļiņu klātbūtne darba zonā novedīs pie izveidotās šuves īpašību pasliktināšanās. Palielināsies metāla trauslums.
Ja apstrādājamo detaļu biezums nepārsniedz 4 mm, metināšanas laikā varat iztikt bez malu griešanas. Citos gadījumos to veic, saglabājot 60 grādu atvēršanas leņķi.
Ir nepieciešams arī aizsargāt šuves sakni un darba zonu aizmugurē. Pat ja ārstēšana nesasniedz pretējo pusi. Patiešām, kad titāns mijiedarbojas ar apkārtējā gaisa gāzēm, reakcija sākas, tiklīdz temperatūra sasniedz 300 grādus.
Lai aizsargātu šuvi aizmugurē, tiek izmantoti tērauda vai vara spilventiņi. Tie ir cieši jāpiestiprina. Varat arī izmantot argona pūšanu, kas tiek virzīta īpašās rievās vai konstrukcijas iekšpusē.
Ja procesu var veikt, neaizsargājot šuvju iekšpusi, tad ir jāveic pārtraukumi, lai ļautu virsmai atdzist. Pašām šuvēm jābūt īsām, ne vairāk kā 20 mm.
Titāna lāpstas metināšanas metode ar nelietojamu elektrodu (TIG metode)
TIG ir metināšanas tehnoloģija, kurā tiek izmantots uz volframa bāzes izgatavots elektrods inerto gāzu aizsardzībā. Tās kodols tiek uzskatīts par nekūstošu. Šī ir manuāla loka metināšana – starp elektrodu un sagatavi veidojas loks, un no degļa nāk aizsarggāze. Piedevas tiek piegādātas manuāli. Elektrods ir uzasināts 45 grādu leņķī. Strāva jāuztur 100 ampēros.
Līdz 1,5 mm biezus izstrādājumus var savienot ar sadursmēm, neizmantojot piedevas. Citos gadījumos stienis tiek barots. Piedevai jābūt ar darba zonas sakausējumam piemērotu sastāvu. Pirms procesa uzsākšanas tas ir jāatkvēlina vakuumā. Tas noņems ūdeņradi. Aizzīmogotā piedeva saglabās savas īpašības ne ilgāk kā 5 dienas.
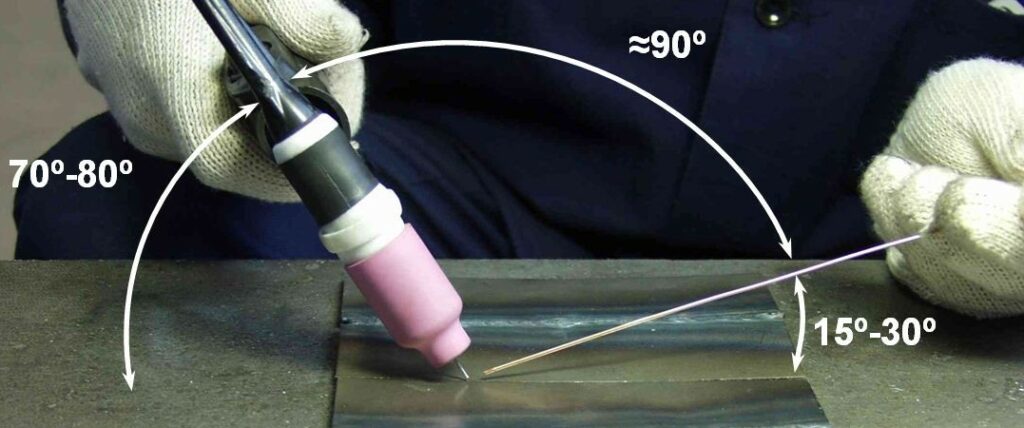
Darba veikšanai nepieciešama pastāvīgas polaritātes strāva, kuras spriegums sasniedz 15V. Elektrodam jābūt vērstam uz virsmu noteiktā leņķī - 70–80°. Piedeva tiek piegādāta perpendikulāri elektroda asij.
Zemāk esošajā fotoattēlā ir parādīta elektroda un piedevas atrašanās vieta, kad tiek metināts jebkurš titāna izstrādājums.
Šuves veidošana jāveic ar precīzām kustībām. Kamēr darba zona nav pilnībā atdzisusi, ieteicams uz šuves izpūst argonu. Procedūra jāveic ārkārtīgi rūpīgi.





Es salauzu 2 gabalus. Tās ir sliktas lāpstas, neuzticieties nevienam. Tās ir kā rotaļlietas. Un, ja augsne ir ļoti viegla, tad viņi tur rok ar dakšiņu.